RESULTS
| Parameter | Value |
| Series Designation | --- |
| Recommended Hole Size before Cold Formin ... | inch |
| Recommended Inch Drill Size 1 | --- |
| Drill Size Decimal Equivalent | inch |
Full Answer
How to use a drill and tap chart?
The following is an illustration of how best you can use these charts to make your guides:
- First, you need to create a hole inside the material.
- Using your tap and charts to confirm the correct size, re-drill the hole while creating threads inside.
- Put the square of the tap above the holder and tighten.
- Place the tip of the tap into the hole in a perpendicular direction and gently press inside.
How do you calculate tap drill size?
Tap Drill Calculator
- Only enter numbers in the fields.
- Do not enter any units of measurement.
- You can enter fractions. (i.e. 1/4)
- If you don't know the %, just enter 70 Example: 1/2 - 20 Thread
- 1/2 = Major diameter
- 20 = Threads / Inch (TPI)
What is the formula for tap drill size?
There are two types of Hand Taps:
- Taper Tap. A taper tap has quite a lot of taper to help it ease into cutting threads gradually.
- Bottoming Tap.
- Plug Tap.
- Spiral Point Taps (Gun Nose or Bull Nose Taps)
- Spiral Flute Taps or Gun Taps.
- Interrupted Thread Tap.
- Pipe Taps.
- Form or Roll Taps (Thread Forming Taps)
What size drill for 1 tap?
The best drill bit size for 1/8″ NPT tap is a R drill bit. NPT taps are generally straight or tapered in shape depending on the type of job you use it for. There are markings on the shank of the drill bit above the thread. You will find the drill bit diameter stamped near the markings. The diameter is usually written infractions.
How do you measure a roll tap drill?
As a rule of thumb, for Metric threads, the tapping drill can be calculated by subtracting the pitch from the diameter of the thread. eg for an M5x0. 75 thread the tapping drill is 5-0.75mm = 4.25mm. For Imperial (inch) threads the tapping drill size is calculated in the same way, diameter minus pitch.
What size drill for M10 roll tap?
Tap SizeTap SizeDrill SizeM10 x 1.258.9mmM10 x 1.58.4mmM11 x 1.509.7mmM12 x 1.2510.9mm34 more rows
How does a roll form tap work?
Roll taps FORM a thread by material deformation, as opposed to cutting the material and therefore not producing any chips. Roll taps produce stronger and cleaner threads than cutting taps as the lack of swarf means that the tap cannot break as a result of the flutes clogging.
What is the formula for finding the tap drill size for a form tap?
Tap-drill diameter equals nominal diameter minus thread pitch. For example, drill size for a 3/8-16 thread is 0.375 0.0625 (pitch) = 0.312 in. in diameter, and for a 10-32 thread, the drill diameter is 0.190 0.032 = 0.159 in.
What size is a number 25 drill?
5/32"To Tap This Size Screw Or Bolt:Use This Drill Bit:(Closest Fractional:)3/16-24 NS#26-10-24 NC#255/32"3/16-32 NS#22-10-32 NF#215/32"44 more rows
What size drill bit do I need for a M10 Rawl Bolt?
16mm drillRAWLPLUG RAWLBOLTS M10 X 115MM 5 PACK 16mm drill required.14-Oct-2016
Can you hand tap with a form tap?
Form taps are ideal for tapping blind holes, but can be used for any tapping application in ductile material, including steel and some stainless steels. Form taps have lubrication grooves but no cutting faces and do not cut threads or produce chips.
What is the difference between a cut tap and a form tap?
As the name suggests, cutting taps produce threads by progressively cutting away the space between threads into which the fastener's external threads will fit. Forming taps, by contrast, remove no material. Instead, they move or displace material inside the hole to build up the threads and dig into the grooves.
What is a thread form tap?
Unlike most CNC cutting tools, Thread Forming Taps, otherwise known as Form Taps, Forming Taps, or Roll Taps, work by molding the workpiece rather than cutting it. Because of this, Form Taps do not contain any flutes, as there is no cutting action taking place, nor are there any chips to evacuate.26-May-2021
Why tap drill sizes are calculated?
In both ISO and UN thread series, having a range of useful drill sizes allows designers and machinists to tailor effective thread depth for long holes, various materials and thread strength requirements. It also allows for the combining of inch and metric taps and drills where convenient to do so.
What is the tap drill size for a 3/4 10 UNC 2b?
Tap, Drill, & Clearance Hole Sizes ChartThread SizeTap-Drill SizesClearance HolesSizeNon-Struct (1/64 OS)3/4-10-UNC21/3249/643/4-16-UNF11/1649/647/8-9-UNC49/6457/6436 more rows
How do you calculate tap drill size and TDS?
To determine the tap drill size for any imperial (inch) thread, use the following formula: TDS = D – 1 TDS is an abbreviation for Tap Drill Size. N D = the outside diameter of the bolt that would thread into the hole.
What number is a 10mm drill bit?
Drill Bits. Wilko 10mm Masonry Drill Bit Number 21.
What size is a 10mm drill bit in standard?
Drill Bit Hole DiametersMetric SizeFractional Size9 mm.35439/3210 mm.393719/6411 mm.43315/1677 more rows
What is 10 mm drill bit in inches?
Drill bit sizes are written as irreducible fractions. So, instead of 78/64 inch, or 1 14/64 inch, the size is noted as 1 7/32 inch....What size is #10 drill bit?TapMetric DrillUS Drill10mm x 1.258.9mm11/32"10mm x 1.09.1mm-12mm x 1.7510.5mm-12mm x 1.510.7mm27/64"13-May-2020
What drill bit do I use for drywall anchors?
“You want a drill bit that's big enough to drill a hole in the wall, and easy to push the anchor in with your thumb,” Donahue explains. “You don't want to have to force it in there. The drill bit should be the same size as the body of the anchor you're using.”18-Mar-2021
What is a tap drill?
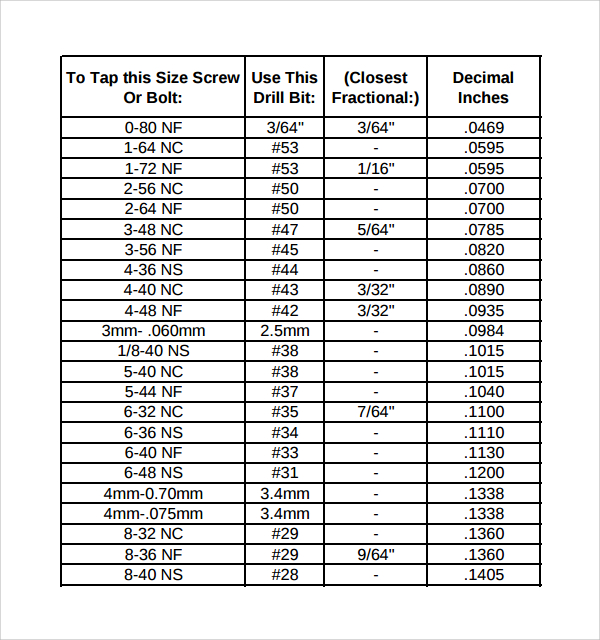
Jump to Tab Drill Chart. Taps are cutting tools used by machinists to cut or form screw threads. The first recorded use of taps in metalworking is placed sometime in the 18th century, while the British engineer and industrialist Joseph Clement popularised the tool in the mid-19th century. We then saw standards emerge in threading with ...
What is the tap used to make a thread?
To create a thread properly, one would need a set of three taps that correspond to the same bit size; namely the bottoming, the intermediate, and the taper tap . The intermediate, or plug tap, is used first to start cutting out material from a non-threaded hole.
What is the correct tap drill?
A rule of thumb is that the right tap drill is around 85% for coarse threads and 90% for fine threads which feature a higher number of threads per axial distance . In our case, the correct tap drill would be the closest to 3.4 mm from below, and that is the 3.3 mm or 0.13-inch tap drill. Lower percentages such as “75% of ...
When was the tap chart invented?
Tap Drill Chart – The Ultimate inch and metric table (mm and inches) Although popularised in the 19th century, the first recorded use of metalworking taps goes back to the 18th century. British engineer and industrialist Joseph Clement popularised the tool in the mid-19th century. Creating a thread requires a set of three taps corresponding to ...
Can a bottoming tap start threading?
However, the bottoming tap cannot start the threading on an uncut hole, so it can only take part in the cutting process as the second or third tap. The taper tap is only used in certain situations such as when the material is very hard or the hole is too small.